High frequency welding technique is based on dielectric heating of the material to be welded. Dielectric heating occurs when a material with polar molecules, which is a poor conductor of electricity, is inserted into a variable electrical field. Polar molecules, whose positive and negative charges do not coincide, are molecules, which have a dipole moment.
When constructing an external electrical field the polar molecules try to orient themselves in the field constructed. With a variable electric field, the electric charges in the material try to follow the directional changes of the electric field.
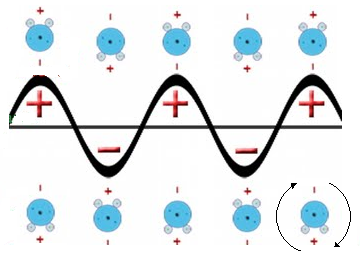
This creates a kind of friction between the molecules that turn delayed in comparison with the constructed field. This friction causes internal heat development.
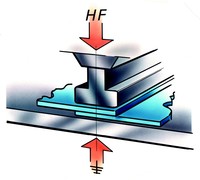
In the high frequency welding technique, the plastic materials to be welded are placed between two metal plates (electrodes), after which high frequency voltage (27 MHz) is connected to the electrodes. The molecules in the materials to be welded are brought to vibration, by which they are heated in order for the material to then melt. By bringing two layers of plastic in the high frequency field at the same time and compressing them on top of each other, the layers will merge with each other and a strong welding connection is made.
In a high frequency field, some plastics heat up better than other plastics, and are therefore better suited for high frequency welding. This relies on the extent to which the molecules of the plastic are made to vibrate by the high frequency field. This is indicated by the loss factor of the plastic. The higher the loss factor of the plastic, the easier the plastic is high frequency weldable. Thermoplastics that are very easy to weld include:
These materials are those preferred for welding with high frequency welding machines. Much less good, or bad, for high frequency welding are, for example PE, PP and various hard plastics.
Important points: